Celem okreslenia dokladnego stopnia odrdzewienia i oczyszczenia powierzchni stalowej przed malowaniem, firma Baril Coatings stosuje miedzynarodowe normy: PN-ISO 8501-1-1996
PN-ISO 8501-1 Opisuje niżej przedstawione stopnie skorodowania powierzchni, wybrane najczęściej spotykane w praktyce przedstawione poniżej
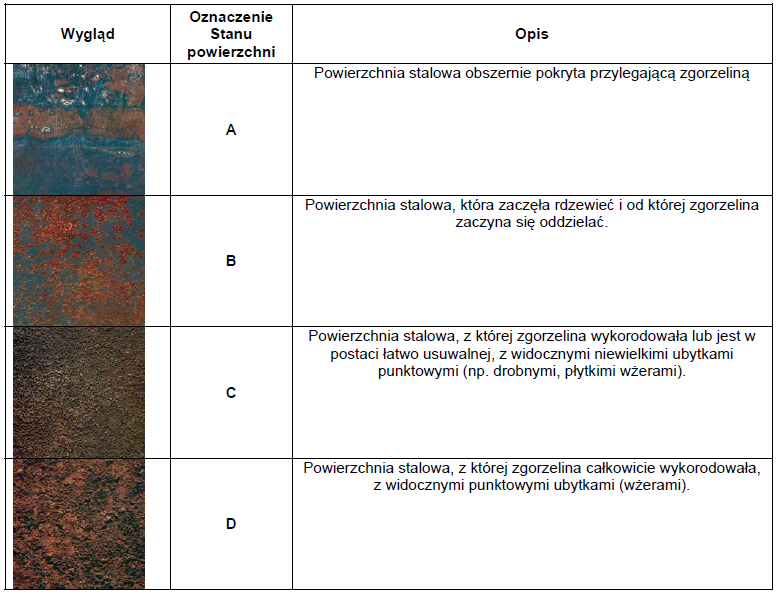
STOPNIE WSTĘPNEGO PRZYGOTOWANIA POWIERZCHNI Normy określają kilka lub nawet kilkanaście stopniów przygotowania powierzchni zależnie od ich wydawcy. siedem stopni przygotowania powierzchni. Poniżej wyszczególniono stopnie najczęściej spotykane w specyfikacjach POWIERZCHNI malarskich:
PN-ISO 8501-1 Opisuje niżej przedstawione stopnie przygotowania powierzchni do malowania, wybrane najczęściej spotykane w praktyce przedstawione poniżej
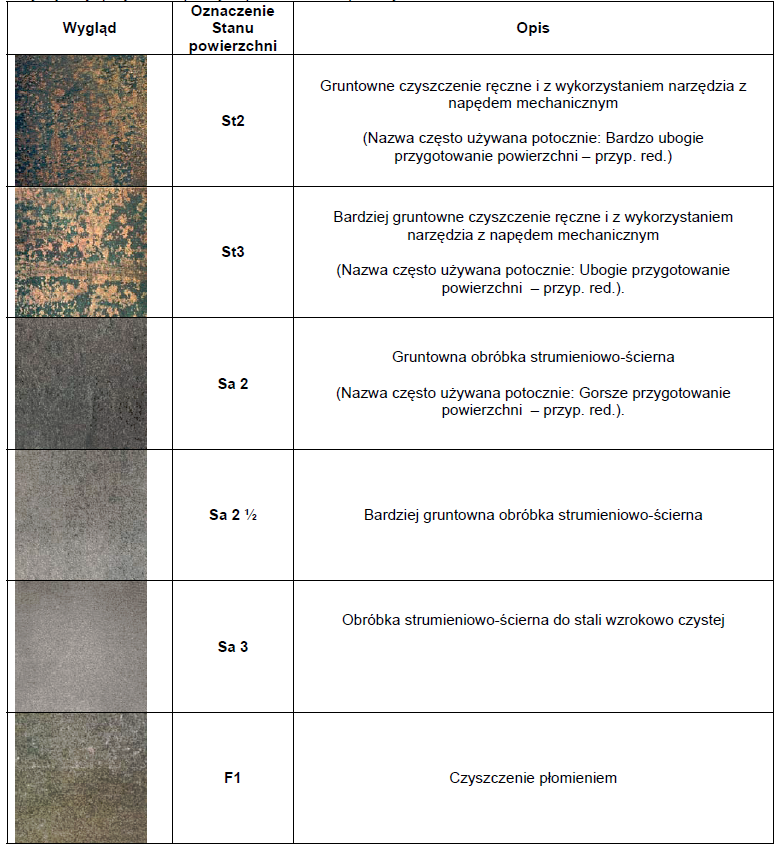
Przygotowanie powierzchni polega na czyszczeniu narzędziami ręcznymi lub mechanicznymi jak np.: skrobak, szczotka druciana ręczna lub maszynowa, tarcze ścierne – oznacza się symbolem St. Przed przystąpieniem do czyszczenia narzędziami ręcznymi czy maszynowo, wszelki ciężkie warstwy rdzy powinny zostać usunięte poprzez młotkowanie. Widoczne zaolejenia, tłuste ślady i inne zanieczyszczenia powinny także zostać usunięte. Po czyszczeniu ręcznym lub mechanicznym powierzchnie należy oczyścić i usunąć luźne zanieczyszczenia
i pozostałości. Podczas oględzin bez powiększenia powierzchnia powinna być wolna od widocznego zaolejenia, tłuszczu, zanieczyszczeń i słabo przylegającej zgorzeliny, rdzy, powłok i innych ciał obcych.
Tak jak dla St. 2, z tym, że powierzchnia powinna być oczyszczona dokładniej i wykazywać wyraźny metaliczny połysk. Przygotowanie powierzchni przez czyszczenie strumieniowe oznacza się literami Sa.
Przed czyszczeniem strumieniowym wszelkie grube powłoki rdzy powinny zostać usunięte przez młotkowanie. Widoczne zaolejenia, zatłuszczenia i zanieczyszczenia powinny także zostać usunięte. Po czyszczeniu strumieniowym powierzchnia powinna zostać oczyszczona z pozostałości kurzu i piasku. Podczas oględzin bez powiększenia powierzchnia powinna być wolna od widocznego zaolejenia, tłuszczu, zanieczyszczeń i słabo przylegającej zgorzeliny, rdzy, powłok i innych ciał obcych. Powierzchnia powinna mieć jednolity kolor metaliczny, dopuszcza się pozostawienie dobrze przylegajacych starych powłok i śladowe występowanie zanieczyszczeń.
Fotografie przedstawione powyżej oraz prezentowane w normach dotyczących stanu przygotowania powierzchni są tylko przykładowymi ilustracjami. Nie reprezentują one pełnego stopnia przygotowania zawierającego także operacje mycia, czego nie uwidoczni fotografia.
CHROPOWATOŚĆ
Do określenia chropowatości stosuje się różne wielkości, takie jak: Rz, Rt i Ra
Rz = Średnia odległość wierzchołków nierówności od punktów wgłębień = wysokość nierówności.
Rt = Maksymalna odległość wierzchołka nierówności od punktu wgłębienia = maksymalna wysokość nierówności.
Ra = Średnia odległość do umownej linii środkowej poprowadzonej pomiędzy wierzchołkami, a wgłębieniami = średnie odchylenie profilu od linii środkowej (PN-ISO 3274)
W kartach technicznych i rekomendacjach systemowych producenta najczęściej
opisywane jest parametr
Rz ≈ 4 ÷ 6 x Ra
Bezpośredni pomiar grubości suchej powłoki gruntu o grubości do 30 µm jest bardzo niedokładny. Pomiar grubości suchej powłoki gruntu o grubości ponad 30 µm daje wartość średnia grubości powłoki, a nie grubość powłoki na wierzchołku nierówności.
Jeśli instrukcja malowania lub zapisy w kartach technicznych produktów nie opisują inaczej powierzchnia przygotowana do aplikacji powinna być oczyszczona do stopnia czystości Sa 2 ½ oraz chropowatości
Rz = 35 ÷ 50 µm to można ja uzyskać poprzez zastosowanie ścierniwa mineralnego, o ile instrukcja nie stanowi inaczej. Przy chropowatości przewyższającej Ra = 17 µm (wysokość nierówności Rz = 100 µm) zaleca się
nakładanie dodatkowej warstwy gruntowej celem pokrycia nierówności.
Chropowatość Rz powyżej 100 µm i więcej spotyka się po obróbce strumieniowo-ściernej silnie skorodowanych powierzchni.
Normy japońskie wyszczególniają sześć stopni przygotowania. W specyfikacjach najczęściej występują następujące standardy:
SPSS – Pt2
Przygotowanie powierzchni: szczotka druciana do stanu powierzchni A, D i R; szczotka druciana lub tarcza ścierna do stanu powierzchni H; tarcza ścierna do stanu powierzchni F. Prawie cala rdza i ciała obce zostają usunięte.
Jeśli wspomina się o innym stanie powierzchni (np. stal zagruntowana lub powlekana), prawie cala rdza i ciała obce musza zostać usunięte szczotka druciana lub tarcza ścierna.
SPSS – Pt3
Przygotowanie powierzchni: szczotka druciana i tarcza cierna (w kombinacji) do stanu powierzchni H i A oraz tarcza cierna do stanu powierzchni F, R i D. Rdza i ciała obce
usunąć do tego stopnia, aby powierzchnia miała jednolity metaliczny wygląd.
Jeśli wspomina się o innym stanie powierzchni (np. stal zagruntowana lub powlekana), cala rdza i ciała obce musza zostać usunięte szczotka druciana lub tarcza ścierna do uzyskania jednolitego, metalicznego wyglądu powierzchni. Stopień ten także stosuje się do opisu oczyszczenia małych obszarów zagruntowanych lub powlekanych, jak zarysowania, wady punktowe czy uszkodzenia mechaniczne.
SPSS – Ss
Przygotowanie powierzchni delikatnym strumieniem ściernym. (Grunt ochrony czasowej z zauważalnymi śladami rdzy) Stopień ten także stosuje się do opisu oczyszczenia powierzchni zagruntowanych lub powlekanych, lub stali ocynkowanej do zmatowienia powierzchni, usunięcia zanieczyszczeń czy śladów rdzy.
SPSS – Sd2
odpowiada stanowi czystości powierzchni wg. szwedzkiej normy o oznaczeniu Sa2.
SPSS – Sd3
odpowiada stanowi czystości powierzchni wg. szwedzkiej normy o oznaczeniu Sa3.
Należy pamiętać ze ww. normy i rekomendacje przedstawiają jedynie optyczne wzorce oczyszczonych powierzchni stalowych, które nie uwzględniają wszystkich możliwych zanieczyszczeń mogącym zalegać na powierzchni stali. Na powierzchni obecne są niewidoczne zanieczyszczenia chemiczne, jak rozpuszczalne sole itp. Obecność nadmiernej ilości soli rozpuszczalnych w wodzie może powodować pech rżenie wskutek osmozy.
Zawartość soli rozpuszczalnych w wodzie w ścierniwach przy powlekaniu zbiorników maksymalna, dopuszczalna zawartość w ścierniwie soli rozpuszczalnych w wodzie wynosi 300 µs/cm (= 30 ms/m). Sole rozpuszczalne w wodzie na powierzchni stalowej przy powlekaniu zbiorników maksymalna, dopuszczalna zawartość na powierzchni stali soli rozpuszczalnych w wodzie wynosi 60 mg/m2 (= 6 µg/cm2) chlorków, określona metoda Beslera (ISO 8502-6