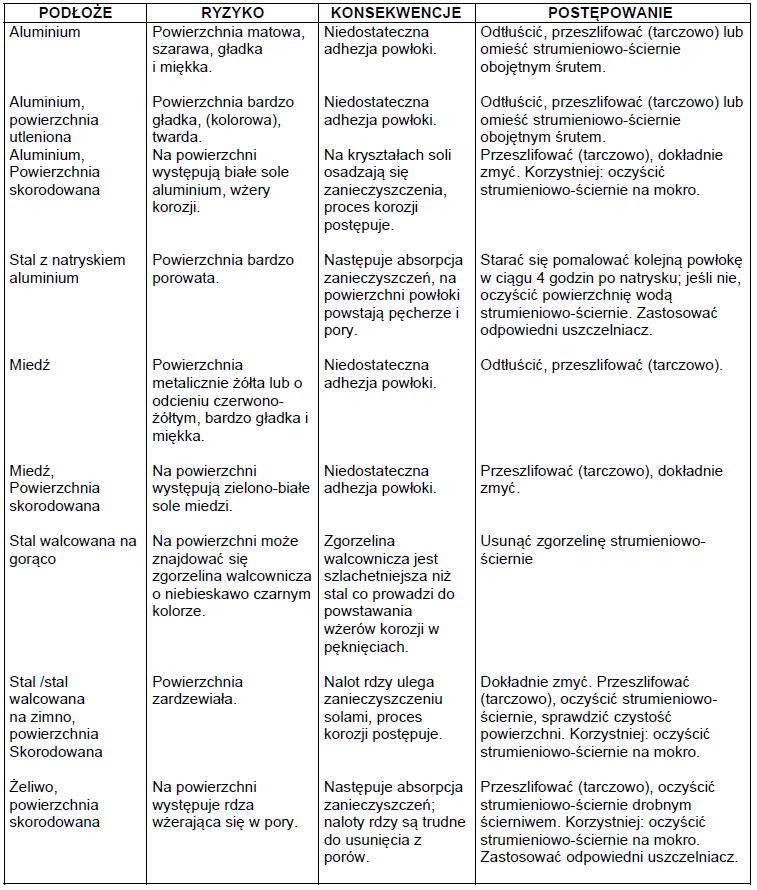
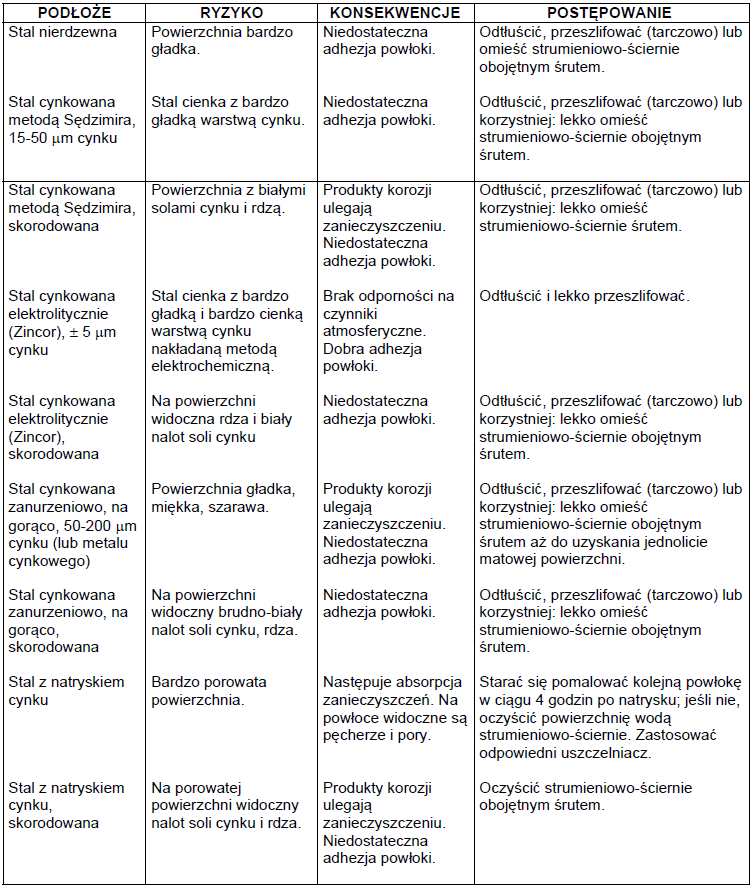
Rzeczywista trwałość powłoki, nałożonej na podłoże w niniejszym opracowaniu dokładniej zostaną omówione główne aspekty prawidłowego przygotowania dla powierzchni stalowych jako najczęściej spotykanych aplikacji, zależna jest najbardziej od dokładności, z jaka wcześniej powierzchnie te przygotowano. Przygotowanie powierzchni obejmuje przygotowanie wstępne, które polega na usunięciu z niej zgorzeliny, rdzy i obcych substancji przed nałożeniem podkładu warsztatowego lub właściwej warstwy podkładowej. Wtórne przygotowanie powierzchni polega na usunięciu rdzy i ewentualnych obcych substancji z zagruntowanej powierzchni przed nałożeniem przeciwkorozyjnego systemu malarskiego. Powierzchnia stali może być odrdzewiana następującymi metodami:
Metody czyszczenia powierzchni przeznaczonej do malowania:
Szczotka druciana:
Czyszczenie szczotka druciana, zazwyczaj realizowane urządzeniami obrotowymi, nie jest odpowiednie do usuwania zgorzeliny, ale odpowiednie jest do czyszczenia złączy spawanych. Główna wada tej metody jest to, że w jej wyniku nie zawsze otrzymujemy powierzchnie wolna od produktów korozji oraz tendencja do zbytniej gładkości i zanieczyszczeń olejowych. Osłabia to adhezje farby podkładowej zachowanie się całego systemu powłokowego.
Młotkowanie
Obijanie jest zazwyczaj stosowane w polaczeniu z czyszczeniem szczotka druciana. Czasem bywa odpowiednie do miejscowych napraw konwencjonalnym lub specjalnym systemem malarskim. Nie jest odpowiednie do ogólnego przygotowania powierzchni pod farby epoksydowe czy chlorokauczukowe. Może być stosowane do usuwania grubych, skorodowanych warstw zgorzeliny dla ułatwienia późniejszego procesu obróbki strumieniowo-ściernej.
Młotkowanie igłowe
Polega na odbijaniu rdzy i pozostałości powłok w narożach i miejscach trudno dostępnych – profilach.
Czyszczenie ogniowe:
Czyszczenie ogniowe polega na obróbce cieplnej – płomieniowej (acetylen lub propan). Usuwa prawie całkowicie zgorzelinę, ale pozostawia rdze, toteż nie spełnia wymagań nowoczesnych systemów malarskich.
Szlifowanie:
Szlifowanie polega na stosowaniu obrotowych tarcz ściernych. Stosowane jest do napraw miejscowych lub usuwania małych pąkli (na poszyciu kadłuba). Jakość tarczy ma decydujące znaczenie i może zapewnić wysoka jakość przygotowania powierzchni.
„Omiatanie”
Ręczna forma delikatnej obróbki strumieniowo-ściernej, podczas której istniejąca na stali powłoka uwolniona zostaje od prawie wszystkich zanieczyszczeń
(za wyjątkiem zanieczyszczeń olejowych i śladów rdzy).
Lekkie omiatanie – zastosowanie: zmatowienie
ścierniwo drobne (0,2 ÷ 0,5 mm) Mocne omiatanie – zastosowanie: usuniecie starej powłoki
ścierniwo drobne do średniego (0,2 ÷ 0,5 / 0,2 ÷ 1,5 mm)
Obróbka strumieniowo- ścierna
Jest to uderzanie o obrabiana powierzchnie strumienia ścierniwa o wysokiej energii kinetycznej. Może być realizowana ręcznie strumieniem swobodnym lub automatycznie strumieniem sprężonym i stanowi najdokładniejszą metodę odrdzewiania. Stosowane są takie metody obróbki strumieniowo-ściernej jak: odśrodkowe, sprężonym powietrzem i próżniowe.
Śrutowanie
Cząstki materiału ściernego są prawie sferyczne i twarde. Nie powinny zawierać niedopuszczalnych ostrych nierówności. Powłoki podkładowe przewidziane do stosowania na powierzchniach odrutowanych powinny zostać sprawdzone pod katem zachowania się na takich powierzchniach.
Zwirowanie
Cząstki materiału ściernego wykazują nieregularne kształty z ostrymi, tnącymi krawędziami, bez zaokrągleń. Jeśli dokumentacja nie stanowi inaczej, należy stosować żwirki mineralne.
Mokra obróbka (ścierna, strumieniowo-ścierna (terminologia wg NACE)
Mycie woda pod bardzo wysokim ciśnieniem
Ciśnienie = ponad 170 MPa
Zastosowanie: Całkowite usuwanie wszelkich powłok i rdzy. Wynik jest porównywalny z suchym czyszczeniem strumieniowo-ściernym, ale z rdza nalotowa po wyschnięciu
Mycie wodą pod wysokim ciśnieniem
Ciśnienie = od 70 do 170 MPa
Zastosowanie: Usuwa większość powłok i produktów korozji; może być
wykorzystana do usuwania magnetytu i mocno przyklejonych starych powłok, ale może być trudne.
Mycie woda pod wysokim ciśnieniem
Ciśnienie = od 35 do 70 MPa
Zastosowanie: Usuwa luźne, złuszczające się powłoki, gruz i materiał w zagłębieniach; nie usunie magnetytu; nie pozwala uzyskać gładkiej matowej powierzchni.
Mycie woda pod niskim ciśnieniem
Ciśnienie = poniżej 35 MPa Zastosowanie:
Usuwa sole, kurz i zanieczyszczenia słabo przywierające do powierzchni; zasadniczo zmywa powierzchnie.
Obróbka wodno- strumieniowo-ścierna pod niskim ciśnieniem
Ciśnienie = 0,6 ÷ 0,8 MPa Szybkość mycia = 10 ÷ 16 m2/godz. Zależnie od usuwanego materiału Zastosowanie:
Redukcja ścierniwa, redukcja kurzu, usuwanie soli, eliminowanie zagrożenia powstania zaiskrzenia. Wyniki są porównywalne z wynikami suchej obróbki strumieniowo-ściernej, ale z rdza nalotowa po wyschnięciu
Mycie para
Ciśnienie = 10 ÷ 12 MPa
Zastosowanie: Usuniecie rozpuszczalnych i koagulujących w wodzie
zanieczyszczeń. Powierzchnia wysycha szybciej w porównaniu do powierzchni płukanej woda.